热冲压生产线加热炉解决方案
热冲压成形——市场驱动
面对国内和全球能源与环境压力,我国汽车制造业正在加速推进车身轻量化、节能环保、抗冲撞安全所需的新技术与新材料开发应用,使先进高强度钢AHSS、热成形超高强度钢、第二代热成形钢技术与超高强塑性汽车构件开发,成为汽车业和钢铁业的重要课题。 目前约300条热冲压生产线在世界各地运行;中国有140多条热冲压生产线在实际运行,另外多条在安装调试中,目前仍然保持很高的增长率。目前国内使用热冲压结构件不超过10%,要达到45%左右的用量,市场潜力相当可观。
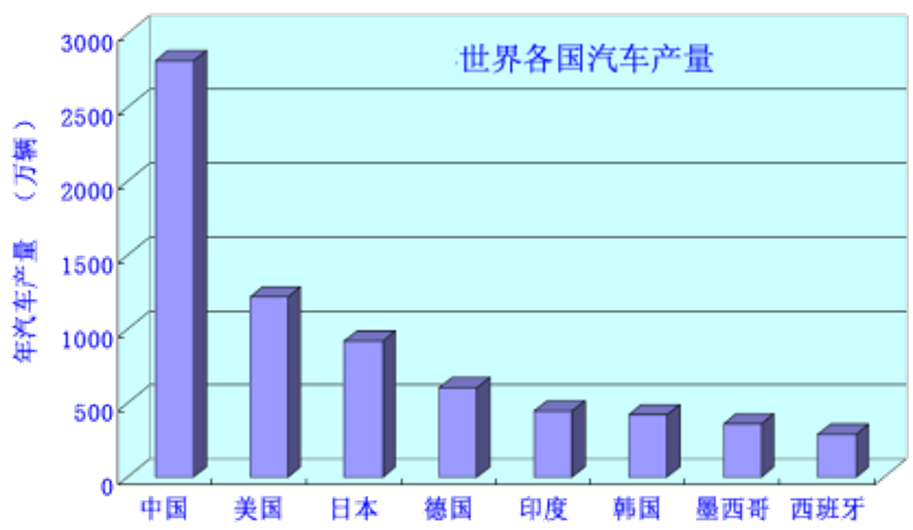
2018年各国汽车产量
热冲压成形——政策驱动
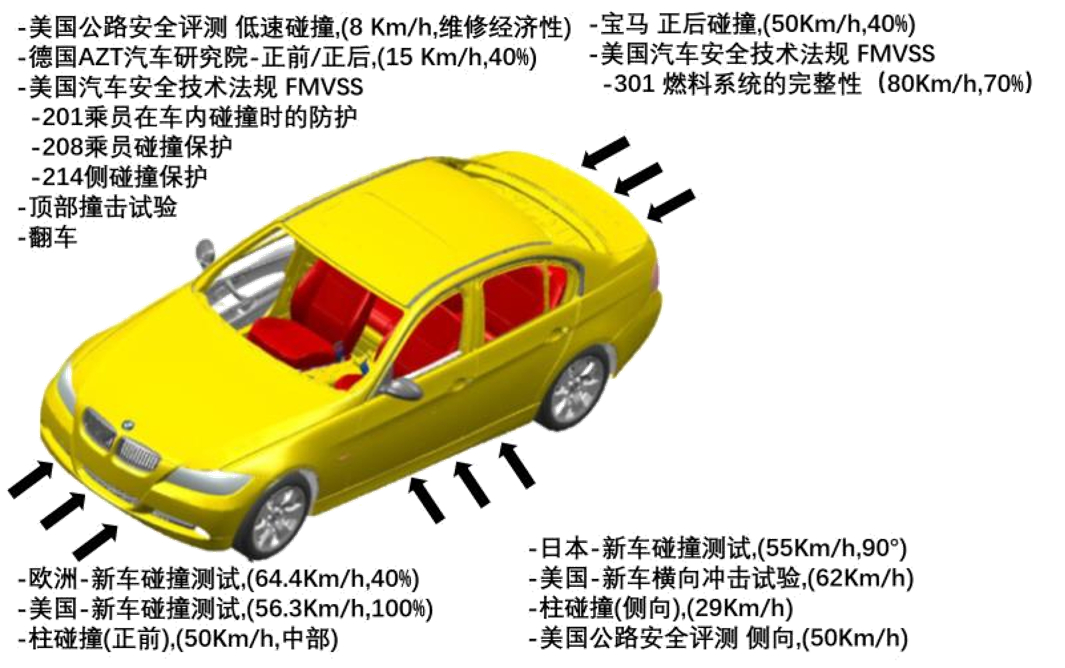
轻量化必须保证安全:车身安全类法规,日益严格安全碰撞法规 减重与油耗的关系: 大约油耗的75%与整车质量有关(滚动阻力占总油耗35%,加速阻力和爬坡阻力占总油耗40%)。 车重减少100Kg,每升油可多行驶1km。 车重减小10%,可降低6%~8%的油耗,降低5~6%的排放。 GB 19578-2014《乘用车燃料消耗量限值》 2016年1月1日起实施,我国对汽车轻量化与燃油消耗法规指标:2020年5L/100km。
高强度钢板冷冲压成形面临的问题
| 构件质量缺陷:起皱, 撕裂, 裂纹, 回弹, 构件翻转。 冲压力受限:夹持力;深冲力。 生产率低:多道次冲压。 冲压机磨损:反向冲压吨位,初始接触振动,齿轮离合器咬合损失。 冷冲压批量产品工艺性,冷冲压产品性能质量不均匀,不稳定 高强度钢板冷冲压成形面临的问题,在TS>=700MPa超高强钢板冷冲压成形时特别严重。 |  |
超高强钢板冷成形缺陷的重要原因有:
(1)多相组织的不均匀分布是超高强钢板在冷冲压过程中出现起皱、局部颈缩、局部撕裂的重要原因。
(2)残奥RA减少。
(3)在冷成形过程中,应变诱导残余奥氏体相变,成为马氏体。
(4)冷成形构件的TRIP效应塑性降低,抗冲撞吸收冲击功的能力随之降低。
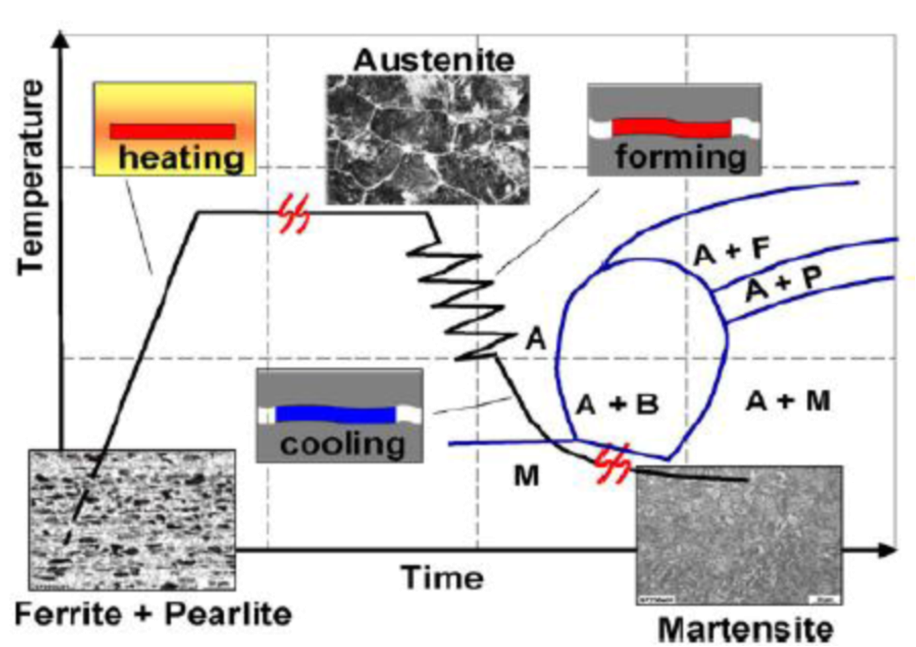
热冲压成形的原理和优势
金属材料加热到临界点A , 亚共析Ac3, 过共析Accm, 使铁素体,珠光体,渗碳体,全部转变为奥氏体 (P→A, F→A,Cm→A), 并保温。 塑性成型同时快速降温(150 ℃/s),材料由奥氏体 (Austenite) 转为马氏体 (Martensite)。 1. 热成形件抗拉强度提高2 - 3倍,更安全。 2. 巨大的减重潜力。 3. 可成型复杂零件,新设计可能性,一次成型,无焊接,可深冲。 4. 良好的重复精度,无回弹。 5. 降压机吨位 (-50%),降设备投资和使用能耗。 6. 没有破裂和起皱,提高成品率 (高强度钢+10%)。 7. 材料成本更低 (-30%)。